Описание
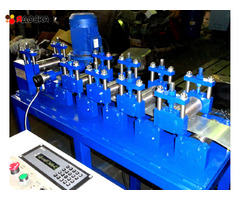
Пресс предназначен для формообразования зубцов и пазов в листах статоров и роторов электрических машин в однопозиционных штампах методом последовательной пробивки пазов по периферии заготовок толщиной 0, 35. 1, 5 мм и диаметром от 140 до 1000 мм.
Привод ползуна пресса осуществляется от электродвигателя через клиноременную передачу, муфту-тормоз, установленную на эксцентриковом валу, и шатун.
Ползун перемещается в прецизионных направляющих качения.
Поворот заготовки на требуемый угол производится от ЧПУ модели NC-201М.
Заготовка для листа ротора может быть в форме восьмиугольника или квадрата.
Особенностями предлагаемого пресса являются:
- усилие пресса составляет 150 кН, что позволяет увеличить толщину обрабатываемых заготовок до 2,0 мм.;
- плавно-регулируемое число ходов ползуна позволяет при изменении диаметра и толщины заготовок подобрать оптимальную частоту пробивки без снижения точности координат вырубаемых пазов;
- благодаря наличию высокоточных подшипников, современного электропривода и датчиков изменения угла поворота, точность расположения пробивных пазов на детали находятся в пределах 0,5';
- использование ЧПУ расширило технологические возможности предлагаемого пресс-автомата, а именно появилась возможность:
- пробивать вентиляционные отверстия в листах статора;
- осуществлять программируемый пропуск пробиваемых пазов;
- с помощью одного инструмента, за счет двойного хода со смещением, получать пазы увеличенной ширины;
- разделять железо ротора и статора при их изготовлении из одной заготовки;
- пробивать пазы по внешнему диаметру статоров;
- узел перемещения делительного механизма оснащен датчиком линейных перемещений, позволяет осуществлять точную (±0,1) и быструю координацию оси шпинделя относительно середины пазов;
- общее время переналадки пресса на новую деталь складывается из времени: замены штампа, деталей крепления заготовки на шпиндале и изменения расстояния от центра шпинделя до середины паза. Как показывает опыт, это время не превышает 15 мин.